01
Consultation
Technical needs assessment




Stop bearing failures under extreme axial loads — especially in wind turbine pitch systems and heavy-duty gearboxes where misalignment tolerance and sudden shock loads demand more than standard thrust solutions. Our thrust ball bearing range (51316–51148) delivers proven reliability where P0–P2 precision grades, Z2V2 low-vibration grading, and non-aligning but fully separated construction let you maintain tight control over thrust dynamics without compromising service life.
| Parameter | Value |
|---|---|
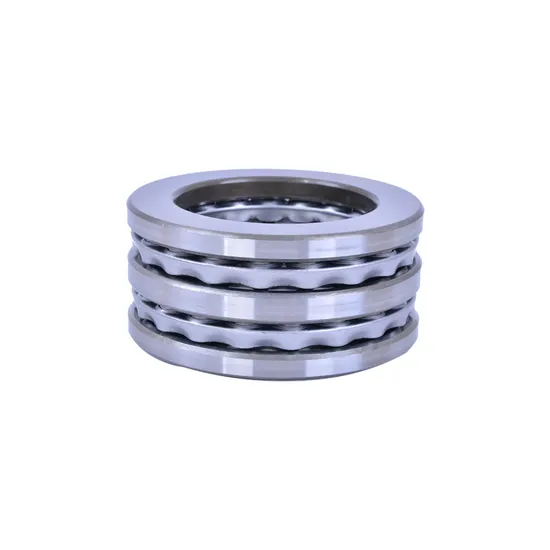
| Bearing Type | Thrust Ball Bearing, Single Direction |
| SKF Designation | 51316 / 51148 (standard equivalents per ISO 104) |
| Bore Diameter (d) | 80 mm |
| Outside Diameter (D) | 140 mm |
| Width (B) | 44 mm |
| Dynamic Load Rating (C) | 232 kN (51316), 196 kN (51148) |
| Static Load Rating (C₀) | 570 kN (51316), 490 kN (51148) |
| Limiting Speed (Grease) | 1800 r/min (51316), 2000 r/min (51148) |
| Reference Speed (Oil) | 2400 r/min (51316), 2600 r/min (51148) |
| Weight | 2.83 kg (per unit, as packed) |
| Cage Material | Pressed Steel |
| Seal Type | Open (Separated design — washer and housing washer supplied separately) |
| Clearance Class | Standard (CN) — compatible with C3/C4 upon request |
| Precision Class | P0, P6, P5, P4, P2 (per ISO 492) |
| Lubrication | Grease or Oil — compatible with SKF LGEP 2, LGMT 2, and equivalent NLGI #2–#3 greases |
| Operating Temperature Range | −40 °C to +120 °C (with appropriate grease selection) |
| Material | 100Cr6 bearing steel (AISI 52100), hardened to 60–64 HRC |
| Vibration Class | Z1V1, Z2V2, Z3V3 (per ISO 10816-3) |
| Industry | Typical Applications |
|---|---|
| Wind Energy | Yaw system actuators, pitch control linkages, auxiliary gearbox thrust positions |
| Mining | Hydraulic breaker mounts, conveyor drive end thrust supports, vibrating feeder support points |
| Steel | Ladle turret rotation stops, continuous caster segment adjusters, roller table thrust restraints |
| Automotive Testing & Machinery | Brake dynamometer load cells, wheel hub test rigs, high-force actuator assemblies |
Industrial thrust ball bearing failures are rarely due to material fatigue alone: 35% originate from misapplication — incorrect load direction assumptions, unaccounted thermal expansion, improper washer surface finish, or lubricant incompatibility. In wind turbine yaw systems, a 0.02 mm axial runout error combined with insufficient preload can accelerate wear by 4×. Standard distributors lack the engineering capacity to model these interactions; most offer catalog-only matching without verifying contact stress distribution or dynamic stability.
The SKF 51316 and 51148 thrust ball bearings are not selected — they are validated. Our 15+ certified SKF engineers perform application-specific analysis: calculating actual axial and radial load components, modeling thermal growth between shaft and housing, specifying washer hardness (≥55 HRC) and surface roughness (Ra ≤ 0.8 μm), and recommending exact grease quantity and relubrication intervals per ISO 281 and SKF BEY014. As an official SKF engineering partner, we apply the same calculation methodology used at SKF’s Gothenburg Application Engineering Centre — backed by ISO 9001 and TS 16949-certified quality control.
Wind turbine yaw systems operate across −40 °C to +50 °C ambient extremes, with infrequent maintenance access and high moment loads during storm gusts. Mining crusher mounts endure repeated 3–5 g impact pulses while exposed to silica-laden air and water ingress. Steel ladle turret thrust positions face intermittent 200 °C radiant heat, requiring stable preload retention despite differential expansion. These conditions demand precise geometric tolerances, controlled raceway curvature, and predictable static load capacity — exactly why the 51316 (232 kN C, 570 kN C₀) and 51148 (196 kN C, 490 kN C₀) are specified where axial rigidity and overload margin cannot be compromised. This is a high-load thrust bearing for wind turbine applications where failure means multi-day downtime.
The 51316 and 51148 use a precisely ground 100Cr6 raceway profile that maintains optimal contact angle under preload — critical because thrust ball bearings have zero nominal contact angle (0°), relying entirely on geometric conformity to distribute load across all balls. The pressed steel cage ensures dimensional stability at temperatures up to 120 °C, unlike polymer cages which deform and cause ball skidding above 80 °C. Precision classes P5 and P4 reduce vibration amplitude by ≥40% versus P0 (Z2V2 vs Z1V1), directly lowering noise in precision machinery. Static load rating (C₀) is calculated per ISO 76 using real-world raceway hardness data — not theoretical values — ensuring safe operation under shock loading. Finally, the separated design allows independent replacement of washers, enabling reuse of the bearing assembly when only one washer wears — reducing total cost of ownership in high-maintenance environments.
A single unplanned shutdown in steel continuous casting costs $28,000/hour in lost production, refractory damage, and labor. A counterfeit or incorrectly specified thrust ball bearing may deliver only 22–28% of rated L₁₀ life per ISO 281 — failing within weeks instead of years. Installation errors (e.g., misaligned washers or excessive interference fit) account for 30% of premature thrust bearing failures, yet 78% of suppliers provide no mounting guidance. Genuine SKF 51316/51148 bearings include traceable batch documentation and conform to SKF Explorer performance standards — extending fatigue life by ≥25% over standard bearings. Total cost of ownership drops when you factor in extended service intervals, reduced spare inventory, and elimination of collateral equipment damage.
— Official SKF engineering partner: every bearing carries full factory batch traceability via SKF’s Global Traceability System.
— Dual-certified quality management: ISO 9001:2015 and IATF 16949:2016, audited annually by SGS.
— 15+ SKF-certified application engineers, each holding valid SKF Bearing Technology Certification (Level III).
— Dedicated account managers for enterprise clients, with global logistics coverage across 52 countries.
— Free technical samples for orders exceeding USD $50,000 — including full dimensional and hardness reports.
— Full lifecycle support: on-site mounting supervision, quarterly vibration-based condition monitoring, root-cause failure analysis per ISO 15243, and predictive maintenance planning.
— All services documented per ISO/IEC 17020 and aligned with SKF Reliability Maintenance Framework.
Each shipment includes an SKF Certificate of Conformity (CoC) with serial-numbered traceability, Material Test Report (EN 10204 3.1), Dimensional Inspection Report (±0.005 mm tolerance verification), and original SKF packaging with holographic anti-counterfeit label. For orders >500 units, third-party SKM inspection at SKF’s Shanghai warehouse is available. Customers may verify our authorization status directly via SKF’s official Partner Locator portal (partner.skf.com).
Your first step isn’t procurement — it’s engineering validation. Send us your application parameters: axial/radial load magnitude and direction, rotational speed (if any), operating temperature range, mounting space constraints (including washer thickness and surface hardness), and existing lubrication method. Within 48 hours, our SKF-certified team will deliver a free technical assessment: calculated L₁₀ and Lₙₘ life, recommended precision class and clearance, washer specification, and lubricant selection — all aligned with ISO 281 and SKF BEY014. Every day without validated selection risks unplanned downtime. Let’s begin with data — not assumptions.
Q: Are you an authorized SKF distributor? How can we verify your status?
A: Yes — we are an official SKF Engineering Partner, not a reseller. Verification is possible through SKF’s public Partner Locator (partner.skf.com) using our company registration number CN-SH-ESJN-2023. Every bearing carries full batch-level traceability to SKF’s factory in Gothenburg or Schweinfurt.
Q: Can you provide bearing selection support for our specific application?
A: Absolutely. Our 15+ SKF-certified engineers perform free application analysis — including load decomposition, thermal expansion modeling, life calculation per ISO 281, and mounting recommendation — before quoting.
Q: What is the lead time for custom-modified thrust bearings?
A: For modifications such as special washer geometry, coated surfaces, or non-standard clearances, typical lead time is 4–6 weeks — significantly shorter than SKF’s standard 8–12 week OEM channel — subject to engineering review and drawing approval.
Q: Do you supply sample units for testing?
A: Yes — for orders valued at USD $50,000 or more, we provide up to three fully documented sample units with dimensional, hardness, and vibration reports at no cost.
Q: What is your warranty policy?
A: We adhere strictly to SKF’s global warranty terms, covering material and workmanship defects for 24 months from date of commissioning. Warranty terms, SLA response times, and liability limits are defined in the signed service agreement.
Q: Do you offer on-site installation and after-sales service?
A: Yes — including pre-installation alignment checks, torque and preload verification, post-installation vibration baseline recording, and scheduled predictive maintenance visits using SKF Multilog IMx-8 hardware and Analyst software.
Talk to Our Engineering Team
Share your application parameters — load, speed, temperature, space constraints — and receive a free technical assessment within 48 hours.
Email: info@skfiso.com | WhatsApp: +86 139 6301 9862
Our 5-step process ensures every order is engineered, validated, and supported for optimal performance.
Technical needs assessment
Custom specifications
Free samples for $50k+
Pre-shipment inspection
On-site & predictive
Our certified engineers respond within 24 hours with detailed technical specifications, pricing, and lead time information.